- 1
- 2
- 3






 鄭州邦尼智能科技有限公司
鄭州邦尼智能科技有限公司電話:0371-65355342
傳真:0371-63535341
地址:河南省鄭州市高新區蓮花街316號電子產業園三期圣世嘉業6棟406、407室
一、CORE 里需完成標準的文件
1)卡片成品尺寸:85.5*54mm(加出血的做圖尺寸為:88.5*57mm)
2)在CORE里 有各個后工(打碼、噴碼、燙金、簽名條、條形碼、磁條、噴碼+貼標、只貼寫不寫磁)詳細寫入CORE文件中
如圖示1

二、凸碼
1)小凸碼占位置大小為13號字大小,凸碼到邊的距離至少應為7mm;(一般打碼位數是5、6、 8三種)。一般打在正面版的四角任一位置。(注:正面打碼位置需考慮是否與背面文字、簽名條、磁條正反有沖突).如果打到背面磁條,磁條是不能用的。
2)編號分凸金碼、凸銀碼、凸本色三種顏色,一般凸金碼較多。金/銀色碼在使用過程中,燙的金/銀色會磨損脫落,屬正常現象!
3) 注:打碼可根據客戶所須:安排跳4、7二個數字,其它均不可跳,跳碼會比順打出貨速度慢,且記:如若需跳4和7,打碼起始數中,不能含4和7.否則是無法生產的。
4)注:打凸碼不能打豎版編號,只能打橫版。(噴碼、條形碼均不能做豎版工藝)
如下圖錯誤的示意圖是無法生產的文件圖示2

正確示意圖如下圖示3

三、噴碼
1)噴碼大小一般是8號字體大小,只能噴黑色,可噴在正面任一位置,且與背面磁條、條形碼、文字沒有沖突。
2) 注:噴碼可根據客戶所需:安排跳4、7二個數字,其它均不可跳,跳碼會比順打出貨速度慢,且記:如若需跳4和7,噴碼起始數中,不能含4和7.否則是無法生產的。
3)注:噴碼不能打豎版編號,只能打橫版.條形碼均不能做豎版工藝。
四、磁條
1)磁條高度為12.7MM,距出血框為6MM。,文件上磁條做出來的標示要與背面是分層的。
2)寫磁一般情況下要求是與打碼同步,且默認為單二軌寫磁。
3)也可根據客戶所須:單獨提供一起始數順序寫磁,可以與打碼不一致。
4)注:磁條只能為黑色,其他金色銀色根據實際情況另行商議。
磁條位置示意如下圖
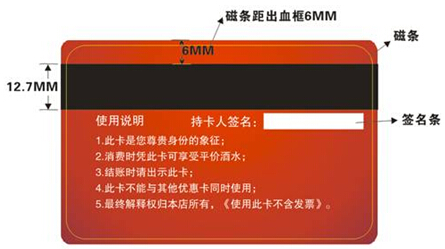
五、簽名條
1)簽名條一般設置成白色塊區放于文件背面,刷過透明油后,用油性復寫筆均寫上字。
2) 簽名條均為單面加工,無法加工雙面均有簽名條的產品
3)如若簽名條區域需配置顏色,顏色均不可大于15%的色值。因較重的色值刷過透明油后,簽名條會自動脫落,影響使用。
六、條形碼
1)條形碼一般放至卡片背面,單獨一塊區域內,此區域必須是白色底。如文件本身就是白色底,留夠足夠的條碼位置均可,
如下圖所示
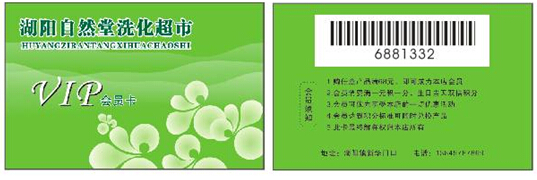
2)條形碼有8碼、13碼、128碼、39碼(常用的是128碼、39碼),背面留條碼區位置一般為13*40MM,根據具體編號 的長短浮動。
條碼類型形狀如下所示

噴條碼留白區域的高度與長度計算表如下圖所示:

3)注:條形碼只能噴黑色.
七、燙金
1)燙金的內容是不需出現在印刷稿上的,需單獨群組一塊。按原比例不動的發燙金版,后加工卡上。
2)燙金內容必須是CORE的矢量圖,其他JPG/tif/psd等圖片格式的無法使用。
八、噴碼+貼標小常識
1) 噴碼+貼標只能做橫版的工藝,豎版無法加工。噴碼的數據需客戶提供以EXCEL格式列好傳來。
正確格式如下圖所示 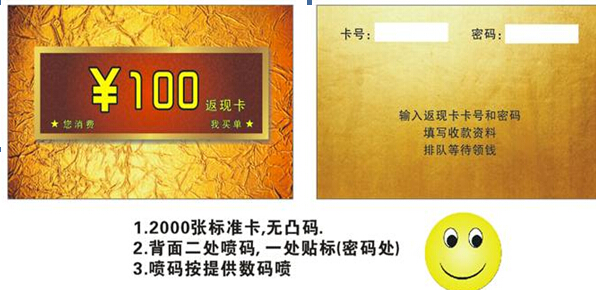
2)有噴碼+貼標的,建議客戶盡量不要打凸碼,因做完貼標后,再安排上機器打碼,貼標存在著會刮花的情況,建議客戶正面可做成噴碼的編號。
注:請各位下單前審核好文件印刷要求,稿件要確認好,再傳至生產印刷,以減少由此帶來的損失。謝謝合作!